Das Sägefurnier
Zwischen Muskelkraft und Wasserrad – Die Geschichte des Sägefurniers
Wenn ich ein altes Möbelstück betrachte, dann ist es nicht allein die Form oder die Proportion, die den Reiz ausmacht – es ist vor allem das Holz selbst. Die Möbel, mit denen ich arbeite, sind fast alle furniert. Und damit meine ich nicht das, was man heute unter „Furnier“ versteht: dünne Blätter auf MDF oder Spanplatte, technisch perfekt, aber oft seelenlos.
Bei historischen Möbeln ist das Furnier ein Zeichen höchster handwerklicher Qualität. Das Trägermaterial ist massives Holz – meist Eiche oder Nadelholz – und das Furnier wurde mit Sorgfalt und gestalterischem Anspruch ausgewählt. Es sorgt für Spannung in der Fläche, für Symmetrie, für ein harmonisches Bild.
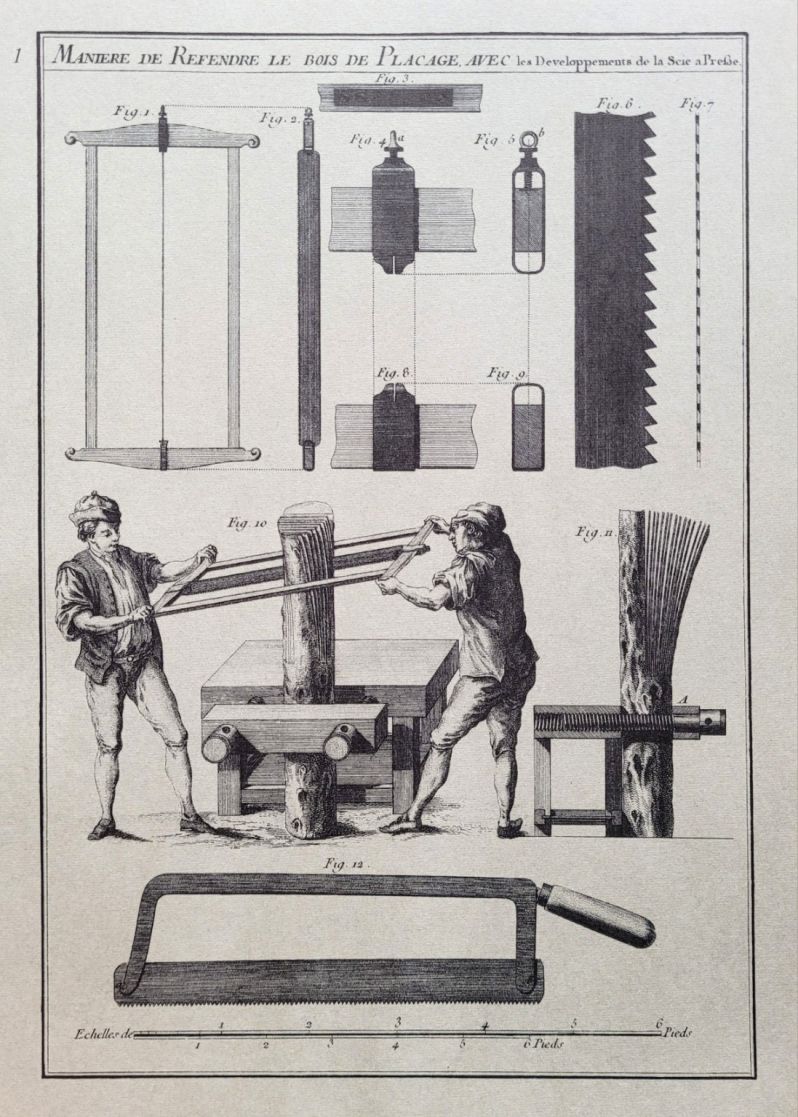
Die Klobsäge – Zwei Männer, ein Stamm, viel Gefühl
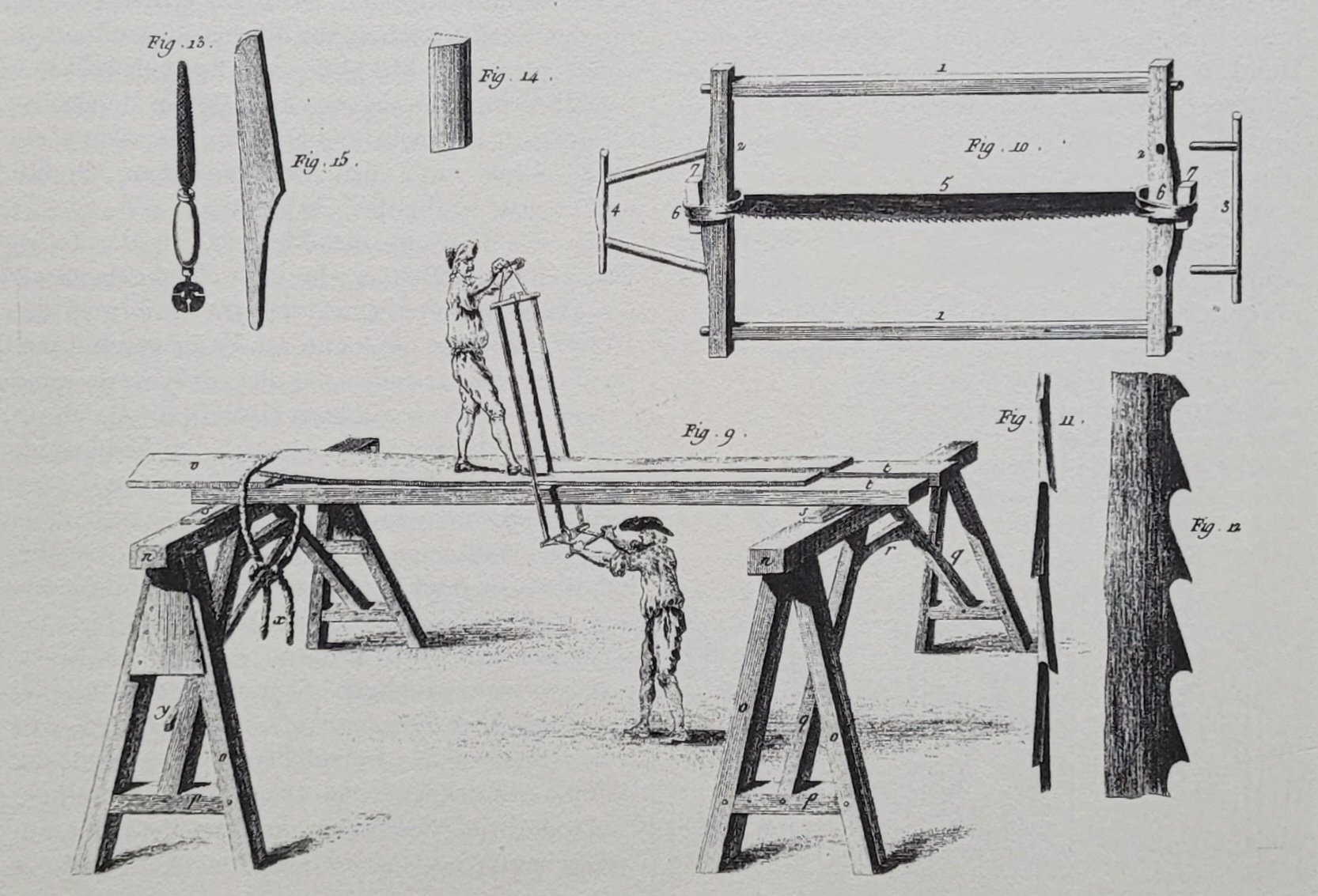
Bis weit ins 19. Jahrhundert hinein war die Herstellung von Furnier reine Handarbeit – und eine echte Kraftanstrengung. Das zentrale Werkzeug war die Klobsäge, eine große, rahmengeführte Säge, die von zwei Personen bedient wurde. Der Stamm wurde entrindet, abgerichtet und senkrecht eingespannt. Dann sägte man in gleichmäßigem Rhythmus dünne Lagen ab – sogenannte Dicken, meist 2 bis 3 mm stark. Ideal zur Weiterverarbeitung als Furnier.
Der Schnitt musste über die gesamte Länge exakt parallel verlaufen – eine Arbeit, die Erfahrung, Konzentration und ein geschultes Auge verlangte. Wenn ich mir vorstelle, dass auf diese Weise Tausende von Furnierblättern entstanden sind – jedes einzeln und in Handarbeit –, dann wird mir immer wieder bewusst, welche großartige Leistung die Handwerker jener Zeit vollbracht haben.
Vom Muskel zur Mechanik – Wasserkraft verändert das Handwerk
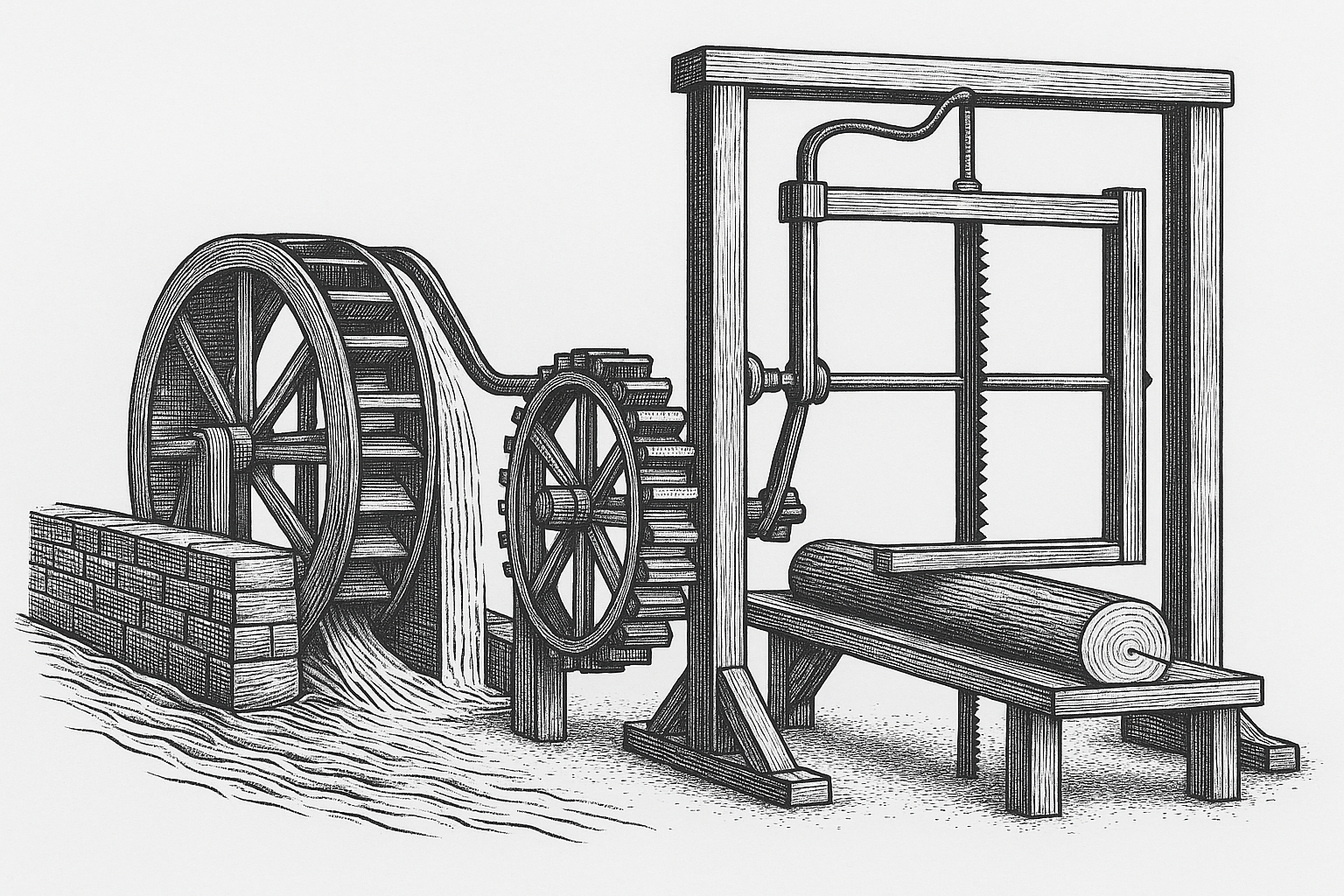
Doch auch im Schreinerhandwerk strebte man nach Fortschritt. Und so nutzte man schon früh auch Wasserkraft zur Holzverarbeitung, vor allem in Regionen mit reichem Waldbestand und guten Wasserläufen – etwa im Schwarzwald, im Alpenraum oder in Skandinavien.
Die Vertikal-Gattersäge wurde im 16. Jahrhundert entwickelt und war im 18. Jahrhundert in vielen Sägewerken etabliert – allerdings in erster Linie zur Produktion von Balken und Brettern.
Nur vereinzelt wurden diese Anlagen an das Sägen dünner Furnierblätter angepasst – mit feineren Blättern und sorgfältigerem Vorschub. Doch selbst dann blieb die Nachbearbeitung Handarbeit. In vielen Werkstätten dominierte die Klobsäge noch lange, weil die Anschaffung fertiger Furnierblätter aufwendig und teuer war und weil man bei eigener Herstellung die Maserung selbst wählen konnte.
Erst ab dem frühen 19. Jahrhundert – und dann verstärkt ab der Mitte des Jahrhunderts – wurde die maschinelle Herstellung von Furnieren zum Standart. Gattersägen wurden technisch verfeinert, bekamen präzisere Führungen, feinere Blätter, regulierbaren Vorschub. Zunächst blieben sie bei einer Stärke von 2–3 mm – also ganz in der Tradition der handgesägten Furnierblätter, später wurden sie dünner.
Was gesägte Furniere einzigartig macht
 Was mich an gesägten Furnieren besonders fasziniert, ist ihr gestalterisches Potenzial. Weil der Stamm in Lagen zerteilt wurde, konnte man benachbarte Schnittflächen spiegelbildlich fügen. Im Englischen spricht man von bookmatched veneers – wie die Seiten eines aufgeschlagenen Buches. Die Maserung läuft symmetrisch zur Mittelachse, erzeugt Spannung, Tiefe, Rhythmus.
Was mich an gesägten Furnieren besonders fasziniert, ist ihr gestalterisches Potenzial. Weil der Stamm in Lagen zerteilt wurde, konnte man benachbarte Schnittflächen spiegelbildlich fügen. Im Englischen spricht man von bookmatched veneers – wie die Seiten eines aufgeschlagenen Buches. Die Maserung läuft symmetrisch zur Mittelachse, erzeugt Spannung, Tiefe, Rhythmus.
In den Möbeln, mit denen ich im Antiquitätenhandel arbeite, erkennt man die Handschrift der ursprünglichen Furnierherstellung sofort: Die Maserung zieht sich wie ein Spiegelbild über zwei Türen, über eine ganze Möbelfront oder über die Fläche einer Tischplatte. Es ist ein gestaltetes Bild, kein zufälliger Holzschnitt.
Und vielleicht ist es das, was mich an historischen Möbeln am meisten berührt: dass sie nicht nur schön, sondern auch Zeugnisse wahren Handwerks sind. Und dass sich dieses Handwerk nicht nur in den Eckverbindungen, in den Hobelspuren oder in den handgeschmiedeten Beschlägen ablesen lässt, sondern auch in der einzigartigen Schönheit des Furniers.
Auch interessant

Antiker Snookertisch
Die feine englische Art! Gerne erinnere ich mich zurück an diesen tollen Snookertisch aus der Zeit [...]weiter lesen

Möbel im Faux-Bamboo Stil
Fernöstliche Exotik im Historismus Im deutschen Kunst- und Antiquitätenhandel sind Möbel mit Bambus [...]weiter lesen